
I. Introduction
Injection molding is an increasingly popular manufacturing technique that involves melting plastic resin and injecting it directly into molds to form specific shapes or designs. While injection molding produces reliable products, its quality ultimately depends on several variables including mold temperature and the cooling process. In this article, we’ll examine the key role played by mold cooling during injection molding processes and its significance in producing high-quality final products. We will explore various cooling systems, such as cooling channels and injection mold cooling systems, that work to regulate mold temperature during manufacturing processes. By understanding mold cooling basics we can optimize injection molding processes in order to produce high-quality products at scale.
II. The Basics of Mold Cooling
how mold cooling works
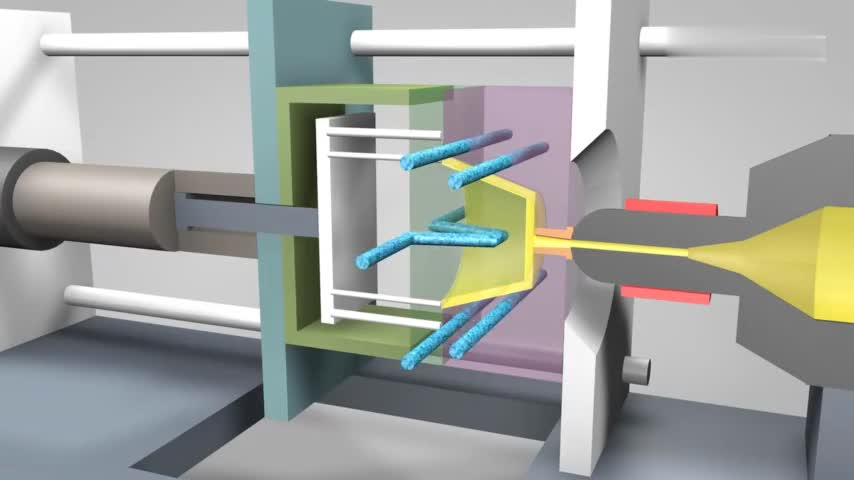
Mold cooling is essential in injection molding to ensure high-quality final products, by controlling mold temperature and providing coolant circulation throughout. Cooling systems often consist of strategically-placed cooling channels within a mold to the cooling line to facilitate coolant’s passage – these help lower mold temperatures to protect final products from overheating or becoming damaged during production.
An injection molding machine manages its cooling process using a cooling channel that distributes coolant throughout its molds. Cooling system design and diameter play an essential part in providing adequate cooling while decreasing cooling times during injection molding processes.
different types of cooling systems
Injection mold Cooling system play a pivotal role in injection molding by helping regulate mold temperature and producing quality final products. There are two primary forms of cooling used: air cooling and water cooling.
Water cooling is the go-to cooling method in injection molding. Water is more effective at dissipating heat than air cooling and thus makes for ideal high-production environments. Cooling water circulates within the mold via cooling channels to absorb any unwanted heat before being passed through a cooling tower to further decrease temperature before being recycled back through.
Air cooling utilizes cool air to dissipate mold surface heat more effectively, though its efficiency lags behind water-cooling solutions in terms of production run time or availability of water resources. Air cooling may also provide advantages in cases of corrosion or watermarks forming on products due to water cooling’s potential negative impacts – it provides less efficiency while simultaneously being easier on production runs that have small quantities of production runs, where water might not always be readily available or easily available for cooling the mold surface.
III. Importance of Proper Mold Cooling
the impact of proper mold cooling on the injection molding process and the final product.
Reducing cooling time is key in optimizing an injection molding process since longer cooling times extend manufacturing cycle times and increase costs and decrease productivity. Here are a few techniques for cutting back cooling times:
1. Ensure Uniform Cooling: For speedier cooling times, uniform cooling must be ensured through coolant flowing evenly in cooling channels of equal diameters or conformal cooling channels that conform to the shape of mold cavities – these methods both play key roles.
2. Optimize Cooling Stage: Optimizing the cooling stage can also help shorten cooling times by using air cooling or water cooling as the best cooling methods for their application, or laminar flow which consists of multiple smaller channels instead of one large channel to improve cooling efficiency.
3. Increase injection system temperature: To decrease cooling times and save on time spent cooling plastic parts, increasing injection system temperatures is also effective at shortening cooling time. A higher injection system temperature increases plastic melt temperature thus decreasing the cooling times required.
4. Increase Surface Area: To shorten cooling times and accelerate production time, increasing the surface area of a mold with thermal pins or other methods may also help.

how uneven cooling can lead to defects in the final product?
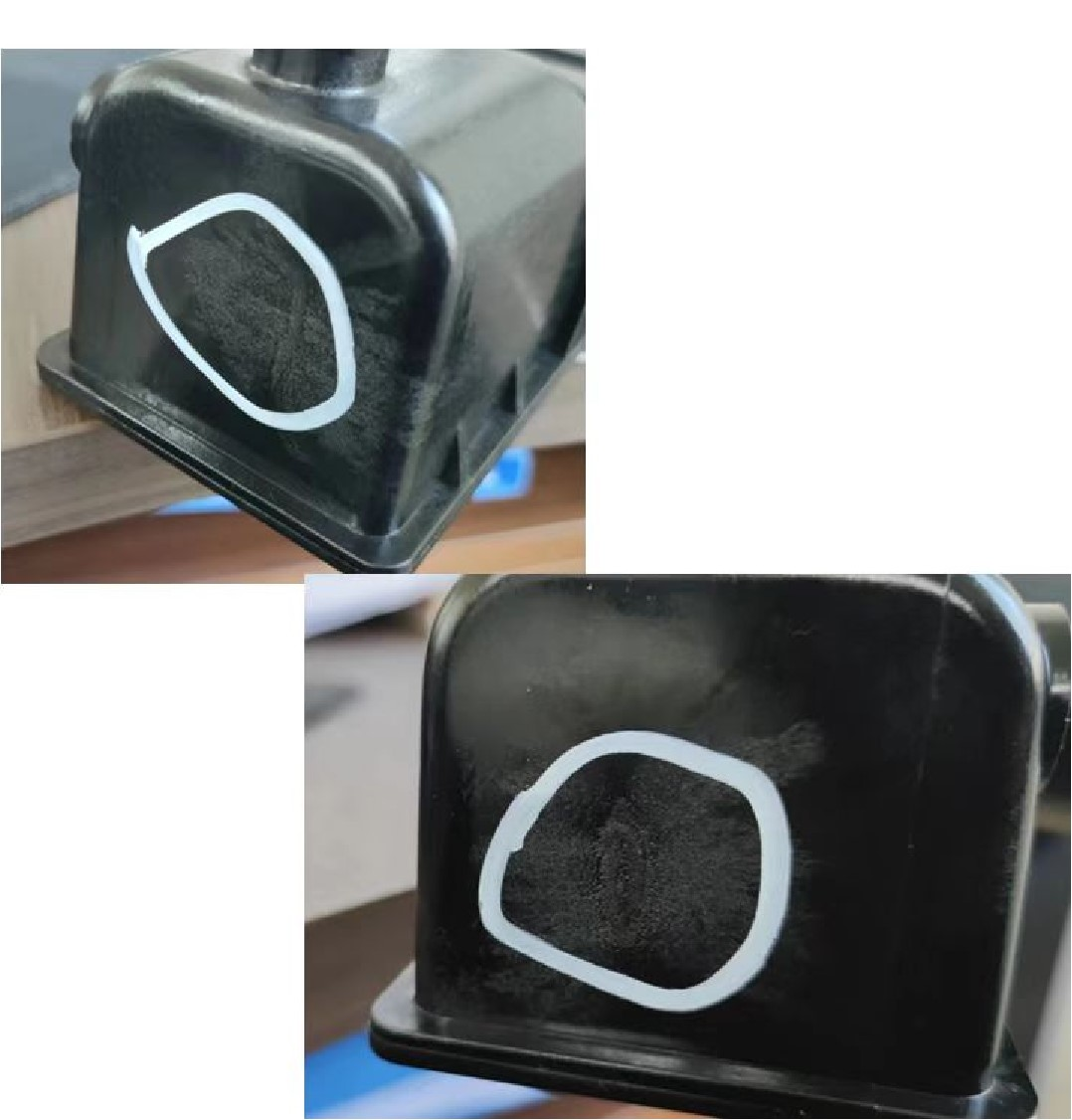
Uneven cooling can result in defects to a final product. When molds cool unevenly, plastic solidifies at different rates causing warping, shrinkage and other defects; for instance, if part of a mold cavity cools unevenly this could cause sink marks or part warpage; inadequate cooling also increases cycle times which reduces efficiency during manufacturing processes.
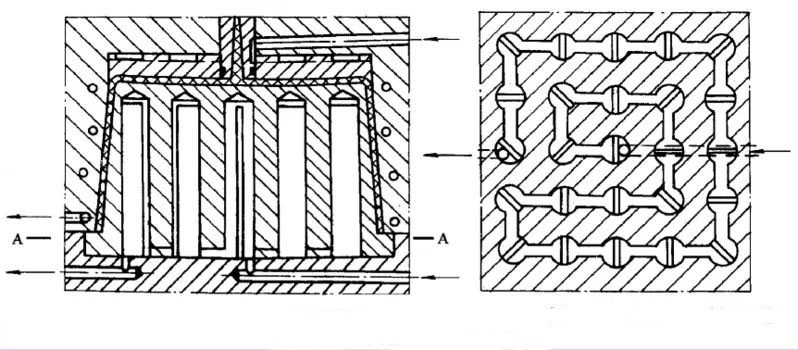
To achieve uniform cooling, it is vital that a cooling system be designed carefully with balanced lines, channels, and pins arranged optimally to distribute coolant throughout the mold evenly. With optimal cooling achieved through injection molding processes comes reduced defects that make for high-quality parts with superior yield rates.
IV. Reducing Cooling Time
Reducing cooling time is one of the keys to optimizing an injection molding process, since longer cooling times increase production cycle times and therefore cost and productivity levels. Here are a few techniques for shortening them:
1. Achieve uniform cooling: To speed up cooling times and decrease cost, uniform cooling must be accomplished by designing cooling channels with equal diameters that evenly disperse coolant flow through them. Additionally, using conformal cooling channels tailored specifically for mold cavity shapes may provide even further uniform cooling benefits.
2. Optimize Cooling Stage: Optimizing the cooling stage can also be used to shorten cooling time and decrease cooling times by choosing an effective cooling method, like air or water cooling, for your application. Likewise, laminar flow – using multiple smaller channels rather than one large one – has also proven highly beneficial in increasing cooling efficiency.
3. Increase Injection System Temperature: To speed up cooling time and decrease cooling costs, increasing injection system temperature can also help. By raising plastic’s melting point temperature further, less cooling time will be needed between injection and dispensation of product into moldings or molding machines.
4. Increase Surface Area: To speed up cooling times and save on electricity usage, increasing the surface area of a mold by using thermal pins or similar techniques can help increase its surface area.

VI. Conclusion
Mold cooling is a vital aspect of injection molding that has the power to greatly affect both product quality and production efficiency. Proper mold cooling must achieve uniform cooling to avoid warping, sink marks or stress marks caused by uneven cooling patterns; using cooling channels, devices or thermal pins for optimizing mold cooling is one effective strategy that helps increase production efficiency while shortening cooling times helps optimize productivity efficiency – measures which manufacturers must implement to guarantee an easy manufacturing process with superior end products.