Introduction
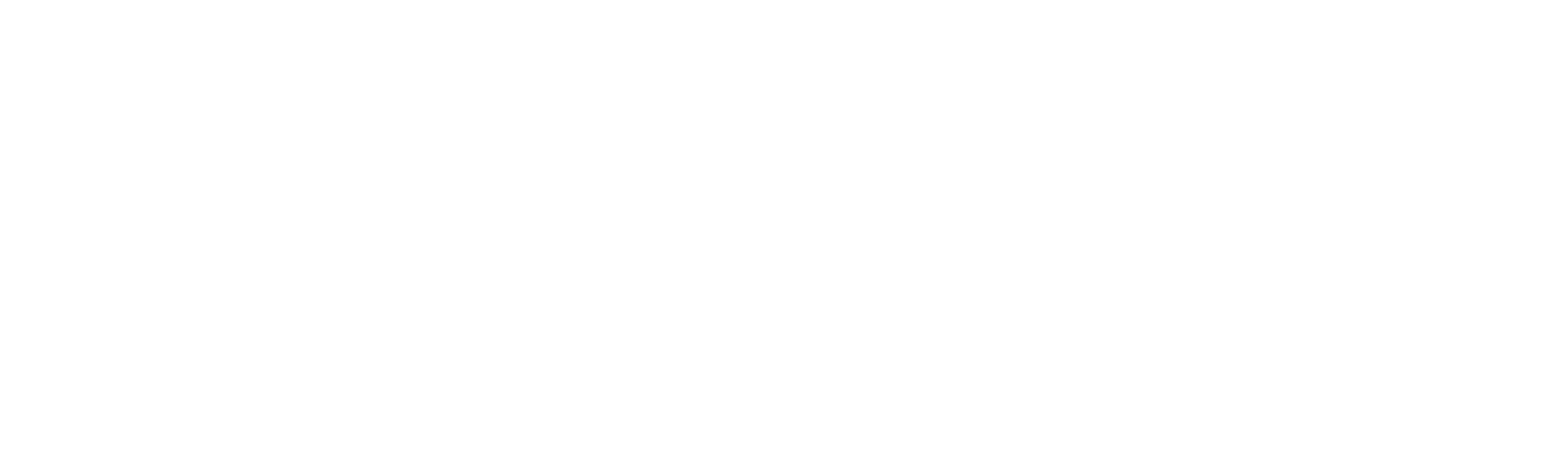
The movable and fixed mold cores are used to form products. However, in most cases, the movable and fixed mold cores are not “monolithic”, and their interiors are also composed of many inserts. This is just like our computer keyboard, which seems to be one. As a whole, it is composed of buttons one by one. Inserts are a series of splicing pieces that make up the mold core. In complex mold core structures, there are often many insert structures as needed. To put it to the extreme, isn’t the mold core itself an oversized insert compared to the entire mold?
Benefits of inserts
Why is there an insert inside the mold core structure? This is related to many factors, either cost reduction, processing convenience, exhaust needs, etc. The common reasons for removing inserts are as follows.
1)Easy processing and maintenance
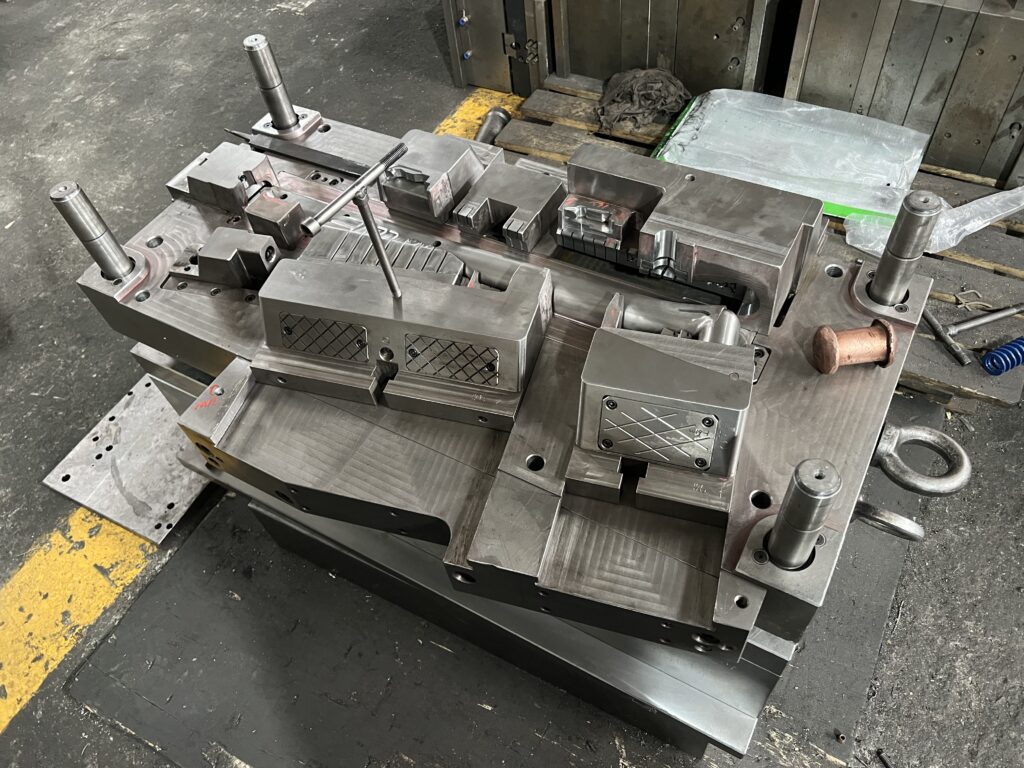
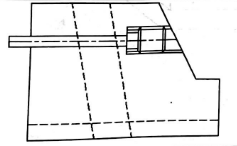
Molds are quite complicated parts. In the process of processing, some complex structures and special shapes are often encountered. These shapes are difficult to process and difficult to maintain. For these structures, the method of removing inserts can be used to reduce the difficulty of processing and maintenance. As shown in the figure below, there is a cylindrical protrusion on the curved surface of the mold core. It is difficult to directly process the exchange between the protrusion and the curved surface, and it can be disassembled into the form of an insert.
2)Easy forming and demoulding
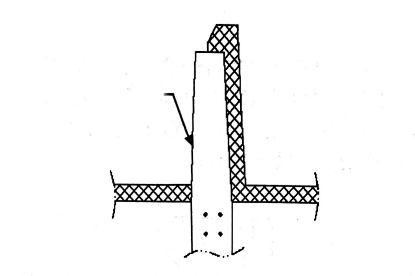
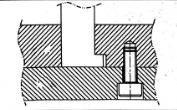
If there are deep ribs or other structures that are not easy to form in the product, these structures are likely to cause defects such as insufficient injection, burning, and joint marks during molding. Removing the insert can effectively solve this problem. The gap around the insert can not only facilitate the exhaust during molding but also prevent the vacuum sticking phenomenon that may occur when the product is demolded.
In picture (a) below, because the ribs are too deep and thin, it is difficult to fill without removing the insert, and it will be burnt; If the insert is not removed in figure (b), it is easy to trap air, and it will not be ejected due to vacuum when ejecting.

3)Increase mold strength
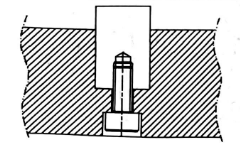
When there is a small area of angular surface clash (or vertical surface clash) on molded parts such as mold cores or sliders, in order to enhance the strength of the mold and improve the life of mold, angular surface clash (or vertical surface clash) part can be disassembled into inserts, and better Material substitution.
As shown in the figure below, if the insert is not removed, the insertion part is very thin, and the strength of the general material will be insufficient. Dismantling it into an insert and replacing it with a better material (such as spring steel) can increase the strength of the mold.
4)Save material and reduce cost
On molded parts such as mold cores or sliders, when part of the shape is much higher than other surfaces or is not conducive to processing, the insert can be removed to save material and reduce processing costs. Otherwise, the size will increase when preparing materials, and processing will also take time and cost. There will be a lot of waste.
When considering preparing to disassemble the inserts in the mold core structure, we should try our best to be simple, easy to process, save materials and reduce costs while meeting the customer’s appearance requirements and ensuring good molding quality as much as possible. The following points should be considered when disassembling inserts in mold cores.
(1)For a product, the specific parts that need to be split out of inserts are mainly determined according to the processing capacity of the actual processing site and the specific structure of the product. Generally speaking, the shape is complicated, the processing is difficult, and it is not easy to form. If there are many fits and multiple repairs, it should be considered to be dismantled into inserts.
(2)Try not to remove the inserts from the appearance of the product. If the insert structure must be produced, it must be done after the customer confirms the removal method of the inserts.
(3)For large-scale assembled molds, the structural shape of the insert should be as regular as possible, and the length and width dimensions should be rounded as much as possible to reduce processing errors caused by mechanical precision and other reasons, which can effectively prevent mold closing caused by assembly deviation difficulty.
(4)When there are through holes and blind holes in the structure of the product, inserts are generally used to deal with the corresponding molding positions.
Fixing method of inserts
Generally speaking, there are two ways to fix the insert: one is to use the hanging table attached to the insert itself, and the other is to fix it with screws. Use a hanging table when the insert is small, and use screws when the insert is large. Of course, in some cases, it’s both.
| picture | description |
 | This is a commonly used insert fixing method, with a simple structure, convenient processing, and wide application. The place on the fixed plate corresponding to the insert hanging table should be 0.6~1mm in the air, mainly for the convenience of assembly. |
 | Inserts are fixed directly with screws, which is also a commonly used fixing method. It is mainly used when the insert is large, with a simple structure and convenient processing. |
 | It is also common to use the hanging table and screws at the same time. It is mainly used for the continuous removal of inserts. The inserts are relatively large, simple in structure, and easy to process, but the inserts are not easy to install. |
 | When there are many circular inserts and they are densely arranged, in order to prevent the inserts from rotating, one side of the shoulder of the inserts can be ground off so that they can contact each other with planes to prevent rotation. If the inserts cannot be lined up close together, dowel pins can be used to prevent rotation. |
 | Fasten with self-tapping screws. This is also a commonly used fixing method for inserts. It is mostly used for small circular inserts with a small number of inserts. It is often used on slider cores, with a simple structure and convenient processing. |